Introduction
Overview of the Importance of Contaminant Detection in Granular and Powdered Products
Granular and powdered products—such as spices, flour, coffee, protein blends, and pharmaceutical powders—are widely consumed across food, beverage, and healthcare industries. Their fine texture and complex processing environments make them particularly vulnerable to contamination by foreign objects such as metal fragments, stones, glass shards, or dense plastic. Ensuring the purity and safety of these products is not only crucial for consumer health, but also for maintaining brand integrity and meeting increasingly stringent global regulatory requirements.
To address these challenges, many manufacturers are now investing in X-Ray inspection systems. Unlike conventional detection solutions, an X-Ray inspection machine offers a non-destructive, real-time method of identifying a wide range of contaminants in both bulk and packaged formats. Whether used for food X-Ray inspection of flour and spices or for pharmaceutical-grade powders, X-Ray inspection equipment delivers high accuracy, adaptability, and compliance assurance.
By leveraging advanced image processing and density-based detection capabilities, X-Ray inspection has become the gold standard in contaminant control for granular and powdered products. Modern X-Ray inspection systems can reliably inspect sealed bags, foil packaging, and bulk flowing materials—ensuring that only safe, high-quality products reach consumers.

Limitations of Traditional Detection Methods
Traditional contaminant detection methods—such as sieving, magnetic separation, and metal detection—have notable limitations when applied to granular and powdered products. Sieving is effective only for large physical contaminants and lacks the ability to detect dense materials that are similar in size to the product. Magnet systems can only remove ferrous metals and are ineffective against non-metallic contaminants. Even advanced metal detectors often fail to identify stainless steel, glass, ceramic, or stones, especially in complex packaging formats or high-speed production lines.
These methods also lack comprehensive inspection records, traceability, and adaptability across various product types. As a result, manufacturers are exposed to greater risks of recalls, regulatory violations, and brand damage. The demand for a more robust and comprehensive solution is clear.
Why X-Ray Inspection Systems Are Critical for Ensuring Product Quality and Safety in This Segment
X-Ray inspection systems offer a superior alternative, combining high-speed imaging, automated detection, and traceable data management. By analyzing density variations rather than relying solely on metal conductivity or size differences, X-Ray inspection machines can detect a wide variety of contaminants—including glass, stones, bone fragments, and even high-density plastic. This makes X-Ray inspection equipment especially well-suited for the granular and powdered product sector.
In food X-Ray inspection, for example, systems are used to detect impurities in flour, sugar, powdered milk, cocoa powder, and spices. In pharmaceutical applications, the same core X-Ray inspection technology ensures that protein powders and supplement blends are free from hazardous materials before packaging and distribution.
Additionally, modern X-Ray inspection equipment can be integrated into MES/ERP systems for full traceability and audit readiness. With features like real-time rejection, automatic image storage, and customizable sensitivity levels, X-Ray inspection systems enable manufacturers to comply with HACCP, BRCGS, GMP, and FDA regulations—while maintaining high production throughput.
In conclusion, for granular and powdered products, adopting an advanced X-Ray inspection machine is no longer optional—it’s essential for meeting market expectations, protecting consumers, and maintaining regulatory compliance.
Challenges in Inspecting Granular and Powdered Products
Low Density and Uneven Distribution of Product in Packaging
Granular and powdered materials often exhibit low bulk density and irregular distribution within bags, pouches, or containers. This poses a significant challenge for conventional inspection methods, as inconsistent product thickness and layering can mask the presence of contaminants. For example, in flour or protein powder, a foreign object may shift to the bottom or corner of a bag, evading detection from surface-based scanners.
However, modern X-Ray inspection systems are designed to overcome this issue. By analyzing differences in material density regardless of product positioning, an X-Ray inspection machine can penetrate unevenly distributed product layers and identify hidden foreign bodies. These systems maintain consistent detection performance even when product volume or orientation varies from pack to pack. Whether used in food X-Ray inspection or pharmaceutical powder inspection, this capability is essential for reliable quality control.
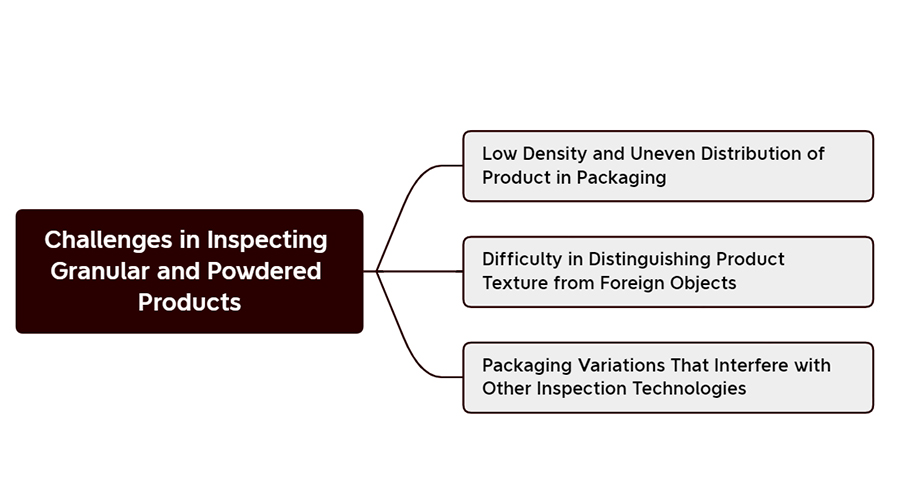
Difficulty in Distinguishing Product Texture from Foreign Objects
Powdered and granular products often have similar visual and physical characteristics to certain contaminants, such as bone fragments, dense plastics, or stones. Traditional inspection tools like metal detectors or optical cameras struggle to differentiate between benign product clumps and dangerous foreign objects.
In contrast, X-Ray inspection equipment operates based on density contrast rather than appearance or magnetic properties. This allows the system to detect anomalies with higher accuracy, even when contaminants are embedded within the product mass. Advanced X-Ray inspection machines are equipped with intelligent algorithms that can filter out product “noise” while accurately identifying materials with abnormal densities. This is particularly valuable in food X-Ray inspection of spices or cocoa powder, where product texture can visually resemble certain contaminants.
Packaging Variations (e.g., Foil, Composite Materials) That Interfere with Other Inspection Technologies
Many granular and powdered products are packaged in multilayer materials such as aluminum foil, metallized film, or composite bags to preserve freshness and extend shelf life. While effective for product protection, these materials often interfere with inspection systems that rely on electromagnetic or visual signals. For instance, foil packaging can block or distort signals in metal detectors and optical systems, resulting in false positives or missed detections.
X-Ray inspection systems are uniquely suited to handle this challenge. Because they rely on penetrating X-ray beams to detect density variations, X-Ray inspection machines can effectively inspect through most packaging types—including foil and laminate materials—without compromising accuracy. In both pharmaceutical and food X-Ray inspection applications, this ability ensures that inspection performance remains consistent, regardless of packaging design or material composition.
Moreover, many X-Ray inspection equipment models are built with adaptive imaging and customizable detection thresholds, allowing them to adjust to different packaging formats with minimal manual intervention. This flexibility reduces downtime, enhances productivity, and ensures consistent compliance across product lines.
How X-Ray Inspection Systems Overcome These Challenges
Penetration Capabilities of X-Ray Inspection Machines Across Dense and Opaque Packaging
One of the core advantages of modern X-Ray inspection machines is their ability to penetrate dense and opaque packaging materials that typically challenge other inspection technologies. In the case of granular and powdered products—such as protein powder, instant coffee, or pharmaceutical blends—packaging often includes aluminum foil or multi-layer film, which can obstruct visual or electromagnetic sensors.
X-Ray inspection equipment is unaffected by such materials, as it uses high-energy X-rays to pass through both the packaging and product to reveal internal anomalies. This makes X-Ray inspection systems ideal for detecting foreign bodies like stones, glass, or metal that may be embedded within sealed packs. Whether in pharmaceutical production lines or food X-Ray inspection scenarios like spice sachets or powdered milk, these systems deliver consistent, accurate results regardless of packaging opacity or density.
Real-Time Imaging Algorithms That Distinguish Between Contaminants and Product Granules
Powdered and granular products often create visual noise due to their texture and inconsistency, making it difficult to differentiate between safe material clumps and actual contaminants. Advanced X-Ray inspection systems address this with intelligent, real-time imaging algorithms that analyze density profiles rather than visual appearance.
These algorithms process the X-ray images captured by the X-Ray inspection machine in real time, allowing the system to flag anomalies that deviate from expected density patterns. Whether it’s a shard of bone in a bag of flour or a metal fragment in a pouch of pharmaceutical powder, X-Ray inspection equipment can detect even small and low-contrast contaminants with high accuracy. This real-time decision-making capability enhances product safety and reduces false rejections—critical in both pharmaceutical and food X-Ray inspection applications.

Dual-Energy X-Ray Inspection Technology for Enhanced Material Differentiation
Dual-energy technology represents a major advancement in X-Ray inspection systems, offering superior material discrimination by capturing two images at different energy levels. This allows the system to compare absorption characteristics and better differentiate between substances of similar density—such as a plastic fragment in powdered sugar or a stone in ground spices.
Dual-energy X-Ray inspection machines are especially beneficial in detecting contaminants that would typically go unnoticed with single-energy systems, particularly when the contrast between the product and the contaminant is minimal. This technology is becoming increasingly common in high-end X-Ray inspection equipment across both food and pharmaceutical industries.
In food X-Ray inspection, dual-energy detection is useful for identifying bones in ground meat or shell fragments in processed seafood. When applied to powdered or granular products, it enhances inspection accuracy even further, ensuring that only truly defective products are removed while maintaining high throughput and product yield.
Types of Contaminants Detected in Granular and Powdered Products
Common Contaminants: Metal Fragments, Glass Shards, Stones, Ceramics, Dense Plastic
In granular and powdered products—such as flour, coffee, spices, or pharmaceutical powders—contamination is a significant risk due to the nature of the raw materials and complexity of processing. Modern X-Ray inspection systems are engineered to detect a wide range of common contaminants, including metal fragments, glass shards, stones, ceramics, and dense plastics.
Unlike traditional detection methods, X-Ray inspection equipment uses density-based imaging to identify foreign bodies, even if the contaminants are non-metallic or embedded deep within the product. This makes an X-Ray inspection machine an essential tool in environments where product texture and uniformity mask visual detection. The same technology, widely used in food X-Ray inspection, has been adapted and refined for high-precision applications in granular and powdered product lines.
Sources of Contamination: Processing Equipment Wear, Raw Material Impurities, Packaging Failures
Contaminants often originate from various stages of the production process. Processing equipment wear is a common cause, as parts like blades, mixers, or conveyors may degrade over time and release particles into the product stream. Additionally, raw material impurities—such as stones in harvested grains or metal from transportation bins—can introduce foreign substances early in production.
Packaging materials are another source of risk; failures in seals or material composition can introduce plastic, glass, or foil fragments. An advanced X-Ray inspection system helps manufacturers identify these contaminants in real time, allowing for immediate corrective actions. Whether in pharmaceutical processing or food X-Ray inspection, identifying the origin of contamination is critical to maintaining quality and preventing repeat issues.

Detection Accuracy and Sensitivity of Modern X-Ray Inspection Equipment
The performance of today’s X-Ray inspection equipment is defined by its detection accuracy and sensitivity, especially when inspecting products with low density or irregular distribution. Cutting-edge X-Ray inspection machines utilize high-resolution sensors, adaptive imaging software, and AI-enhanced algorithms to detect even the smallest anomalies—sometimes as small as 0.3 mm, depending on the material and application.
In the context of food X-Ray inspection, this level of sensitivity is crucial for consumer safety and brand protection. In pharmaceutical applications, where contamination could affect health outcomes or regulatory compliance, these capabilities are even more vital. Manufacturers benefit from reduced false positives, improved efficiency, and enhanced confidence in their quality control systems.
System Integration and Application Scenarios
In-line Inspection for High-Throughput Production Lines
Modern X-Ray inspection systems are designed to seamlessly integrate into high-speed, continuous production environments. Whether inspecting powdered pharmaceuticals or bulk dry food ingredients, in-line X-Ray inspection equipment enables real-time analysis without disrupting the production flow. These systems are optimized for high-throughput operation and can inspect hundreds of packs or kilograms per minute, making them ideal for industries where speed and accuracy are critical.
The ability to perform non-destructive testing at scale is a major advantage of using an X-Ray inspection machine. Unlike manual checks or batch sampling, in-line X-Ray inspection ensures every unit is verified, significantly improving detection rates and minimizing the risk of contamination reaching consumers or the market.
Compatibility with Bulk Flow or Bagged Product Formats
One of the key strengths of X-Ray inspection equipment is its flexibility across various packaging and product formats. For granular and powdered products, manufacturers often deal with different configurations—loose bulk flow, vacuum-sealed bags, or small sachets. Advanced X-Ray inspection machines are capable of adapting to each of these formats with minimal changeover time.
For instance, food X-Ray inspection systems used in flour or powdered milk processing lines often feature adjustable conveyor widths and height sensors to accommodate changing product types. This ensures consistent inspection performance whether you’re handling open bulk flow or tightly packed foil pouches, which are often problematic for technologies like metal detectors.
Case Studies or Typical Use Cases
The application of X-Ray inspection systems spans a variety of granular and powdered product categories. In the coffee industry, X-Ray inspection machines are widely used to detect stones and metallic fragments in ground coffee before packaging. In dairy manufacturing, food X-Ray inspection systems are employed to ensure milk powder is free from foreign bodies, particularly in export-grade batches.
In pharmaceuticals, where powdered drugs must meet the strictest GMP and FDA requirements, X-Ray inspection equipment is crucial for detecting contaminants introduced during blending, milling, or capsule filling. Similarly, flour producers rely on X-Ray inspection machines to eliminate potential contamination from processing equipment, improving both product safety and brand reliability.
These real-world use cases underscore the versatility and effectiveness of modern X-Ray inspection systems across industries. Whether applied to food, healthcare, or industrial powder processing, these systems play a central role in upholding safety standards and ensuring regulatory compliance.
Benefits of X-Ray Inspection for Granular and Powdered Products
Non-destructive and Consistent Inspection Across All Product Types
One of the most important benefits of using an X-Ray inspection system for granular and powdered products is its ability to perform non-destructive, real-time inspection. Unlike manual sampling or destructive testing, X-Ray inspection machines evaluate 100% of products without altering their packaging or integrity. This ensures consistency in quality control, regardless of the product type—whether it’s coffee grounds, protein powders, or pharmaceutical blends.
X-Ray inspection equipment offers the flexibility to adapt to various container types and packaging materials, delivering reliable detection across every product run. This adaptability is especially valuable in industries where the same production line handles different SKUs or materials.
Improved Detection of Low-Density Contaminants Compared to Metal Detectors
Traditional metal detectors often struggle with low-density contaminants such as stones, ceramics, glass, or certain plastics, especially when used with foil or metallized packaging. In contrast, X-Ray inspection systems excel in detecting these difficult foreign bodies by analyzing product density rather than conductivity.
With the help of advanced sensors and real-time image processing, a modern X-Ray inspection machine can identify even the smallest anomalies in powdered or granular products. Whether deployed in food X-Ray inspection lines or pharmaceutical production, this superior sensitivity significantly improves contamination control.
Support for Compliance with Food Safety Standards (HACCP, IFS, BRCGS) and Pharmaceutical GMP
Compliance with global safety standards is mandatory in both food and pharmaceutical industries. X-Ray inspection equipment supports HACCP (Hazard Analysis and Critical Control Points), IFS, BRCGS, and GMP (Good Manufacturing Practice) by delivering traceable, automated, and verifiable inspection data.
These systems generate detailed inspection logs and image records that can be used during audits or regulatory reviews. When integrated into a broader quality management system, X-Ray inspection machines help ensure ongoing compliance, reduce the risk of certification failure, and demonstrate a manufacturer’s commitment to product safety and integrity.
Reduction in Product Recalls, Increased Brand Trust, and Operational Efficiency
By providing early detection of contaminants and packaging defects, X-Ray inspection systems play a key role in preventing costly product recalls and protecting consumer health. Catching contamination before products leave the facility not only reduces legal and financial risk but also reinforces brand credibility.
In addition, the automation capabilities of modern X-Ray inspection equipment contribute to operational efficiency. From real-time rejection of defective units to seamless integration with MES/ERP systems, these solutions streamline quality control processes and lower inspection costs. Drawing from innovations in food X-Ray inspection, these systems are now optimized for broader applications—delivering value across multiple sectors.
Best Practices and Considerations for Implementation
Calibration and Testing with Reference Samples
To achieve optimal performance from an X-Ray inspection system, initial calibration and ongoing testing using certified reference samples are essential. These reference samples—containing known contaminants such as stainless steel, glass, or dense plastic—help verify that the X-Ray inspection machine can consistently detect foreign objects at the smallest specified size.
Whether the system is used in food X-Ray inspection for powdered spices or in pharmaceutical packaging for protein supplements, proper calibration ensures accuracy and regulatory compliance. Most X-Ray inspection equipment providers offer validation kits and support for IQ/OQ/PQ protocols, helping manufacturers meet strict industry standards from day one.
Optimizing System Sensitivity Without Increasing False Positives
While maximizing sensitivity is critical for detecting even the smallest contaminants, it’s equally important to minimize false positives that could result in unnecessary product rejection and waste. Modern X-Ray inspection machines are equipped with advanced software algorithms that balance sensitivity and specificity.
By fine-tuning thresholds based on product density, packaging type, and line speed, operators can configure X-Ray inspection systems to achieve high detection accuracy without compromising throughput. In both pharmaceutical and food X-Ray inspection, this balance is vital for maintaining efficiency and protecting product quality.
Maintenance and Operator Training for Sustained Performance
Long-term reliability of an X-Ray inspection machine depends not only on its hardware but also on how well it is maintained and operated. Routine maintenance—such as cleaning the sensor area, checking for mechanical wear, and updating software—ensures that the X-Ray inspection equipment continues to function at peak performance.
Equally important is comprehensive training for operators and quality control personnel. Understanding system interfaces, rejection logic, alarm handling, and image interpretation allows staff to use the X-Ray inspection system effectively and confidently. Leading manufacturers, especially in food X-Ray inspection, often provide on-site training and remote support to ensure knowledge transfer and skill retention.
Conclusion
In the inspection of granular and powdered products such as coffee, flour, spices, and pharmaceutical powders, traditional detection methods often fall short—especially when faced with low-density contaminants or complex packaging materials. This is where X-Ray inspection systems stand out as a superior solution.
Modern X-Ray inspection machines offer non-destructive, real-time imaging that can accurately detect metal fragments, stones, glass shards, and even dense plastics hidden in powdery or granular textures. Their adaptability across packaging types—whether bulk flow or sealed pouches—makes them essential for manufacturers seeking both safety and efficiency. Compared to sieving or magnetic detection, X-Ray inspection equipment provides a much higher level of detection accuracy and traceability.
Whether in pharmaceutical, cosmetic, or food X-Ray inspection applications, implementing a high-performance X-Ray inspection system enhances quality assurance, reduces the risk of recalls, and ensures compliance with global safety standards like HACCP, GMP, and BRCGS.
FAQ
Q: Will X-Ray inspection damage the product or leave any radiation residue?
A: No. X-Ray inspection machines operate with very low doses of radiation, far below any level that could affect product quality or safety. The process is non-destructive and fully compliant with international safety standards for food and pharmaceutical products.
Q: What industries use food X-Ray inspection for granular and powdered materials?
A: Industries include food (e.g., flour, spices, powdered milk, coffee), pharmaceuticals (e.g., powdered supplements, APIs), and health products. Food X-Ray inspection is especially critical for HACCP and BRCGS compliance in food safety programs.
Q: Can X-Ray inspection systems work with foil or metallized film packaging?
A: Yes. Unlike metal detectors, X-Ray inspection systems are not affected by metallic packaging. They use high-energy X-rays to penetrate materials like aluminum foil or composite film, making them ideal for inspecting sealed pouches, vacuum packs, and other complex packaging formats.