Introduction
In the food and beverage industry, the consequences of a defective product can far exceed its unit cost. Seemingly minor defects on the production floor, such as leaking bottles, misprinted labels, underfilled bags, or foreign objects inside packaging, can lead to recalls, regulatory scrutiny, decreased retailer trust, and a surge in customer complaints once they reach the market.
For many manufacturers, the hidden costs of poor quality are staggering. Claims, return logistics, brand damage control, and production downtime add up to considerable expenses. It’s no exaggeration to say that eliminating a recurring defect can save millions of dollars annually.
Today’s solutions go beyond simple surface inspections, combining high-resolution imaging, intelligent algorithms, and real-time data analytics to build a robust quality barrier. Advanced automated visual inspection systems not only reject defective products but also prevent them from occurring in the first place, thus avoiding complaints. This article will explore how food visual inspection systems are transforming operations in the food and beverage industry, reducing customer complaints by up to 80% while significantly saving costs.

The True Cost of Undetected Defects
On a high-speed production line producing 36,000 bottles of beverage per hour, even a defect rate of only 0.2% means 72 defective products per hour. If these defects involve leaks, poor seals, or contamination risks, the economic losses will rise dramatically.
Traditional manual inspection methods cannot keep up with such high production rates. Human fatigue, inconsistent judgments, and limited sampling sizes all create blind spots. In contrast, automated vision inspection systems provide 100% online inspection without interrupting production.
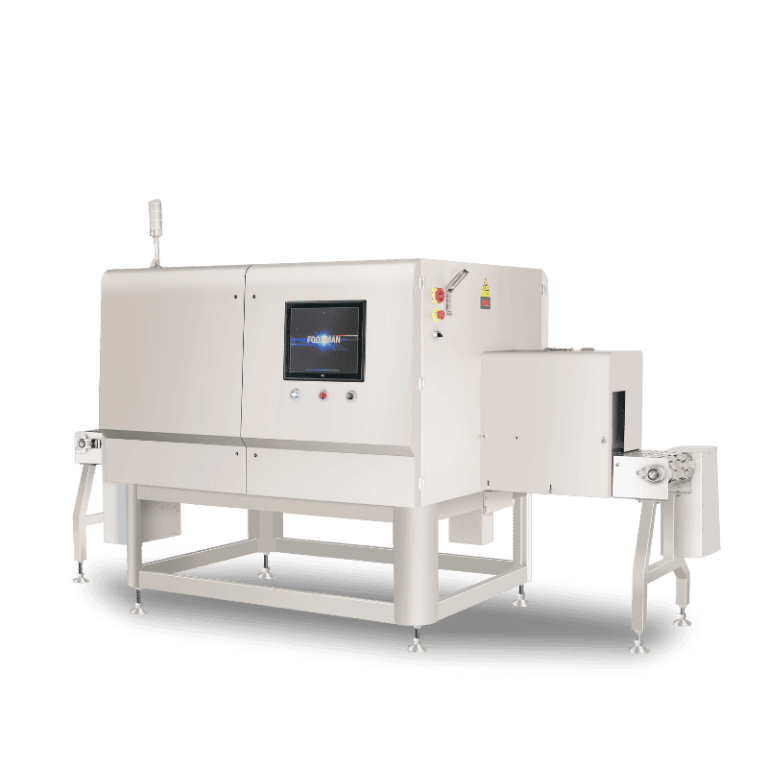
A fully configured foodman vision inspection system can detect:
Inconsistent filling levels
Misaligned or missing caps
Incorrect label placement, incorrect labeling, or no label
Deformed packaging
Seal integrity issues
Preventing each defect directly reduces the risk of downstream complaints, returns, and recalls. Manufacturers report millions of dollars in savings annually, often stemming from eliminating these recurring quality defects.
From Manual Inspection to Intelligent Automation
For decades, quality control in food production relied heavily on manual labor. Workers stood beside conveyor belts, visually inspecting products under bright lights. While experienced operators could spot obvious defects, this method itself lacked consistency.
Modern automatic visual inspection system replace subjective judgment with precision. High-speed industrial cameras capture images from multiple angles. Advanced software analyzes each image within milliseconds. The system then decides whether to accept or reject the product.
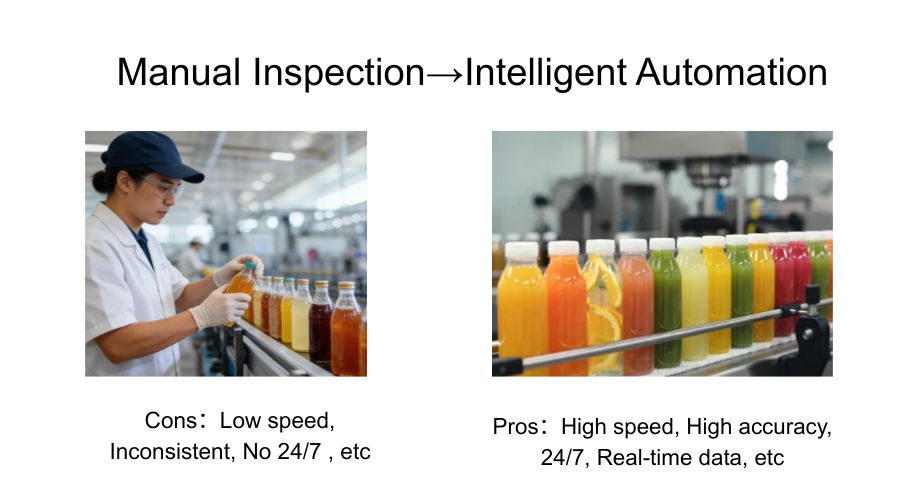
Advanced automated vision inspection systems can operate 24/7, ensuring that each product is evaluated to the same standards every time.
More importantly, modern food vision inspection systems are not limited to static, rule-based inspection. With AI-driven capabilities, the system can adapt to variations in packaging materials, reflections, and product types, significantly improving inspection accuracy.
Key Applications in the Food and Beverage Industry
1. Bottle Cap Inspection in Beverage Production
In bottled beverage production, the integrity of the bottle cap is crucial. Poorly sealed bottles may leak or carbonate during transport.
Foodman’s vision inspection system monitors: the presence of the cap, cap height, tamper-evident ring condition, and cap alignment.
An automated vision inspection system located after the capping machine can immediately reject poorly sealed bottles. Dedicated automatic visual inspection system for food can even detect minute tilts imperceptible to the naked eye.
The results? Fewer leaks in the retail channel and a significant reduction in complaints.
2. Labeling Accuracy and Compliance
Labeling errors are among the most costly mistakes in food production. Allergen labeling errors can lead to serious legal consequences.
Modern system for visual inspection can verify: label presence, label placement, barcode readability, print clarity, and expiration date accuracy.
Integrated automated visual inspection systems can compare captured images with approved templates in real time. Well-designed food system for visual inspection ensure compliance with regulatory standards, thereby avoiding costly recalls.
By eliminating labeling errors at the source, companies can significantly reduce complaint rates due to misleading information.
3. Filling Volume and Content Inspection
Underfilling or overfilling packaging can cause regulatory and customer satisfaction issues.
Advanced visual inspection systems use calibrated imaging technology to verify accurate filling volumes. In transparent containers, automated visual inspection system can also detect visible foreign objects.
High-performance food visual inspection systems ensure that each product unit meets precise volume standards, thereby maintaining brand image and avoiding disputes.
4. Packaging Integrity of Flexible Packaging Bags
In the packaging of snack foods and ready-to-eat foods, seal integrity is crucial. Damaged seals can cause product spoilage before reaching consumers.
Modern vision inspection systems can identify: seal wrinkles, incomplete heat seals, dented corners, and deformation.
By integrating automated vision inspection system after the sealing stage, manufacturers can prevent defective packaging bags from entering the market. Vision inspection system specifically tailored for food can adapt to different packaging bag materials and reflective surfaces.
80% Reduction in Customer Complaints: The Principles

When companies report an 80% drop in complaints after installing a vision inspection system, the reason lies in the following three key mechanisms:
1. 100% Online Inspection
Unlike sampling inspection, automated vision inspection system inspect every single product. This eliminates quality defects and reduces the probability of defective products reaching consumers.
2. Real-time Feedback to Production
Modern food vision inspection system for food not only reject defective products but also collect production data. If the system detects an increasing trend of misaligned bottle caps, it immediately alerts operators.
This feedback mechanism enables proactive adjustments, preventing large-scale production defects.
3. Data-Driven Root Cause Analysis
With integrated analytics, vision inspection system for food can provide detailed reports on defect types, frequencies, and production times.
Manufacturers can pinpoint the root causes of problems, such as equipment wear, material inconsistencies, or operational errors. Intelligent automated vision inspection systems transform quality control into a strategic management tool.
Economic Impact: Millions of Dollars in Savings
Annual savings from visual inspection system typically come from several areas:
Reduced product recalls
Lower compensation costs
Reduced product returns
Reduced waste from large volumes of defective products
Increased production efficiency
Reduced retailer penalties
Optimized automated visual inspection system reduce rework and downtime. At the same time, reliable food visual inspection system maintain brand reputation—a value that is difficult to quantify but significant.
When complaint rates decrease by 80%, customer trust also increases. Loyal customers drive repeat purchases, translating into sustained revenue growth.
Beyond Quality Control: Enhancing Brand Value
Today’s consumers crave perfection. A negative social media post about a product defect can spread rapidly.
By using the foodman visual inspection system, businesses demonstrate their commitment to superior quality. The highly efficient, automated visual inspection system sends a message internally: quality is non-negotiable.
Externally, a reliable food visual inspection system helps maintain consistency in product presentation, thereby strengthening brand image.
Quality consistency is not just an operational metric, but also a marketing advantage.
Why Choose Foodman?
Military-Grade Precision: 99.9% defect detection rate, accurately identifying micron-level sealing defects, label misalignment, and coding defects.
All-round Seamless Inspection: Customizable multi-camera (linkage) enables comprehensive one-time inspection of bottle caps, bodies, and bottoms.
AI Self-Learning Capability: Foodman possesses a self-developed and upgraded AI cloud platform, autonomously training and labeling, ensuring stability, effectively reducing false alarm rates, and improving work efficiency.
Plug and Play: Modular design allows for line changeover in 30 minutes, compatible with multiple industries including food, beverage, pharmaceuticals, and daily chemicals.
Data closed loop: Real-time generation of quality dashboards, reverse control of upstream equipment, upgrading from “post-event interception” to “pre-event prevention”.
Conclusion: Transforming Inspection into a Competitive Advantage
The shift from manual inspection to intelligent system for visual inspection is not merely a technological upgrade, but a strategic transformation—from reactive problem-solving to proactive prevention.
Advanced automated visual inspection system ensure that every product leaving the factory meets established standards. A well-designed food visual inspection system can safeguard consumer safety, ensure compliance, and improve operational transparency.
When manufacturers report annual savings of millions of dollars and an 80% reduction in customer complaints, these figures reflect a deeper reality: integrating quality into processes is far less costly than reactive remediation.
In an industry where trust determines success or failure, system for visual inspection are no longer optional but essential infrastructure for sustainable development.
FAQ
Metal detectors can identify ferrous and non-ferrous contaminants. Vision inspection system for food assess appearance features such as cap alignment, label placement, date code clarity, seal integrity, and surface defects. These two technologies are complementary and not interchangeable.
Plug and play is supported, compatible with mainstream conveyor belt heights and speeds, requiring no modification to existing equipment.
Yes. Modern systems store recipe-based settings to accommodate different bottle types, label types, and packaging materials.