Introduction: Why Maintenance Strategy Matters in Metal Detection
In modern food manufacturing, metal detection systems are no longer optional add-ons—they are mission-critical components of quality assurance and contamination control. While much attention is often placed on detection sensitivity and compliance certification, the maintenance strategy behind metal detection systems plays an equally important role in ensuring reliable performance, operational efficiency, and long-term cost control.
A poorly maintained metal detector can compromise food safety, increase false rejects, or cause unexpected downtime that disrupts the entire production line. As food manufacturers face higher throughput demands, stricter regulations, and growing cost pressures, maintenance approaches must evolve from reactive fixes to predictive, data-driven strategies.
Understanding how maintenance impacts how a metal detector works in real production environments is the first step toward building more resilient, efficient, and cost-effective inspection systems.
The Critical Role of Metal Detection in Modern Food Production
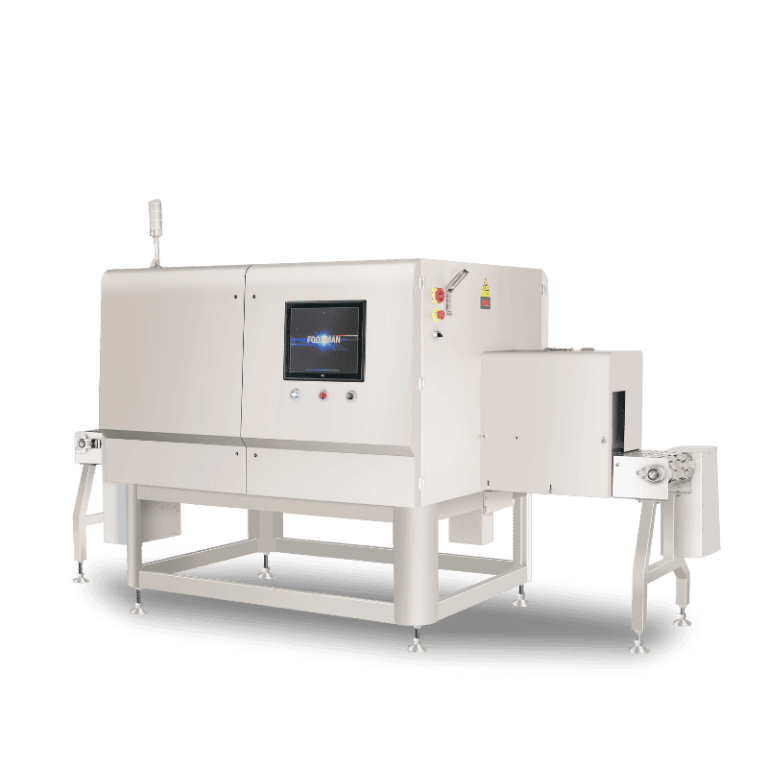
Metal detection is a foundational element of contamination control in the food industry. Food industry metal detectors are designed to identify and remove foreign metallic contaminants—such as ferrous metals, non-ferrous metals, and stainless steel—before products reach consumers. This capability directly supports regulatory compliance, brand protection, and consumer trust.
To fully appreciate this role, it is important to understand how does a metal detector work. In simple terms, a metal detector generates an electromagnetic field within the detection aperture. When a product passes through this field, any metallic contaminant disrupts the signal, triggering a reject mechanism that removes the affected product from the line. This process defines how the metal detector works as a real-time safeguard against physical hazards.
From a practical standpoint, what do metal detectors detect is influenced by many variables, including product composition, moisture content, packaging materials, and conveyor stability. In a metal detector in food industry application, even small performance deviations can affect detection accuracy, leading to missed contaminants or excessive false rejects.
This is why metal detection performance is inseparable from food safety outcomes. A metal detector for food production line operations must function consistently, shift after shift, under varying environmental and product conditions. Without a robust maintenance strategy, even the most advanced inspection systems can gradually lose reliability, increasing risk across the entire production process.
From Reactive to Predictive: The Evolution of Maintenance in Inspection Systems
Historically, many food manufacturers relied on reactive maintenance—addressing problems only after a failure occurred. In metal detection, this often meant responding to unexpected breakdowns, unstable signals, or sudden increases in false rejects. While this approach may resolve immediate issues, it frequently results in unplanned downtime, product loss, and higher long-term costs.
Preventive maintenance marked the next stage of evolution. By scheduling routine inspections, calibration, and component replacement, manufacturers sought to reduce failure risks. However, preventive maintenance still operates on fixed intervals rather than actual system condition, which can lead to unnecessary servicing or overlooked early warning signs.
Predictive maintenance represents a more advanced and efficient approach. By continuously monitoring system performance, environmental conditions, and detection trends, predictive maintenance focuses on how a metal detector works over time, not just whether it passes periodic checks. Data-driven insights allow maintenance teams to anticipate issues before they disrupt production.
In this context, understanding what can a metal detector detect extends beyond contaminants—it also includes recognizing abnormal patterns in signal stability, reject frequency, and system behavior. Modern food industry metal detectors equipped with diagnostics and connectivity can provide early indicators of coil degradation, electrical interference, or mechanical wear, enabling targeted interventions rather than reactive repairs.
How Predictive Maintenance Aligns with Efficiency and Cost Reduction Goals
Predictive maintenance aligns closely with the core operational goals of food manufacturers: higher efficiency, lower costs, and consistent product quality. By identifying potential issues early, manufacturers can significantly reduce unplanned downtime, which is one of the most expensive disruptions in a metal detector for food production line environment.
From a cost perspective, predictive maintenance minimizes emergency repairs, reduces spare parts waste, and extends the service life of critical components. Instead of replacing parts based on fixed schedules, maintenance actions are performed when data indicates a real need. This approach directly improves total cost of ownership while maintaining reliable detection performance.
Equally important, predictive maintenance supports stable detection accuracy. When operators clearly understand how a metal detector works under real production conditions, they can maintain optimal sensitivity without overcompensation. This reduces false rejects, improves yield, and ensures that what do metal detectors detect remains consistent with food safety requirements.
Ultimately, predictive maintenance transforms metal detection from a reactive compliance tool into a proactive performance asset. By integrating condition monitoring, data analysis, and smart maintenance planning, metal detector in food industry applications can achieve a balance between stringent food safety standards and operational excellence—without sacrificing productivity or profitability.
What Is Predictive Maintenance in Metal Detection Systems?
Predictive maintenance represents a paradigm shift in how food manufacturers manage metal detector for food production line systems. Unlike traditional maintenance approaches that rely on fixed schedules or reactive fixes, predictive maintenance leverages real-time data and advanced analytics to anticipate system issues before they cause unplanned downtime. This approach ensures that metal detectors in food industry applications continue to operate at peak efficiency, maintaining food safety while reducing operational costs and unnecessary product waste.

Definition and Core Principles of Predictive Maintenance
At its core, predictive maintenance is the proactive strategy of monitoring equipment condition and performance to predict potential failures. For food industry metal detectors, this means continuously tracking signals, reject events, coil integrity, and environmental factors that may affect how a metal detector works in real production conditions.
Key principles include:
Condition monitoring: Using sensors and diagnostic tools to measure vibration, electrical noise, temperature, and signal consistency.
Data analytics: Leveraging software algorithms to detect trends, anomalies, and early warning signs of equipment degradation.
Proactive intervention: Performing maintenance actions only when data indicates a real risk, minimizing unnecessary downtime and part replacement.
By applying these principles, manufacturers can optimize how does a metal detector work for different product types, line speeds, and packaging materials, ensuring consistent detection of ferrous, non-ferrous, and stainless steel contaminants while supporting compliance with regulatory standards.
Key Components of a Predictive Maintenance-Enabled Metal Detector
A predictive maintenance-enabled metal detector integrates multiple technologies to provide actionable insights for maintenance teams. Core components include:
Embedded sensors – Monitor signal strength, coil performance, and environmental conditions affecting what can a metal detector detect.
Connectivity modules – Enable remote data transmission, cloud monitoring, and integration with production management systems.
Analytics software – Processes historical and real-time data to identify patterns that may lead to false rejects or mechanical failure.
User dashboards and alerts – Provide maintenance staff with clear, timely notifications of potential issues, allowing preemptive adjustments before line disruption occurs.
By combining these components, metal detector in food industry operations can maintain high inspection accuracy, reduce false rejects, and ensure that what do metal detectors detect remains reliable across varying product types and line conditions.
Difference Between Predictive, Preventive, And Reactive Maintenance
Understanding the distinction between maintenance strategies is essential for optimizing metal detector for food production line performance:
Reactive maintenance: Repairs or replacements occur only after equipment fails. This approach often results in unexpected downtime, higher costs, and potential disruptions in food safety compliance.
Preventive maintenance: Scheduled inspections and servicing are performed at fixed intervals regardless of actual system condition. While better than reactive approaches, preventive maintenance can still lead to unnecessary part replacements or missed early warning signs.
Predictive maintenance: Maintenance actions are based on real-time data, analytics, and equipment condition. It enables early detection of anomalies, optimizes maintenance scheduling, and maximizes uptime without compromising how the metal detector works or what can a metal detector detect.
In practical terms, adopting predictive maintenance for food industry metal detectors ensures continuous inspection reliability, reduces production downtime, minimizes operational costs, and strengthens overall contamination control. It represents the most advanced approach to maintaining high detection sensitivity and consistent metal detection performance in modern food production environments.
Common Failure Risks in Metal Detection Without Predictive Maintenance
Metal detectors play a crucial role in food safety by identifying ferrous, non-ferrous, and stainless steel contaminants in production lines. However, without predictive maintenance, these systems are prone to a variety of failures that can compromise inspection accuracy, increase downtime, and lead to unnecessary product waste. Understanding these risks is essential for optimizing metal detector in food industry performance and ensuring consistent detection reliability.
Gradual Signal Drift and Sensitivity Loss
One of the most common risks in metal detector for food production line systems is gradual signal drift. Over time, detection coils, electronics, and environmental conditions can affect how a metal detector works, reducing sensitivity and leading to missed contaminants or inconsistent detection.
Signal drift may occur due to factors such as aging components, temperature fluctuations, or accumulated debris on the conveyor. This can directly impact what do metal detectors detect, making it harder for the system to differentiate between actual metal contaminants and normal product characteristics.
Without predictive maintenance, operators may not detect gradual sensitivity loss until it results in production errors, false rejects, or compromised food safety. Implementing condition monitoring and analytics can preemptively identify drift and maintain reliable detection performance.
Mechanical Wear in Conveyors and Reject Devices
Mechanical components, including conveyors, rollers, belts, and reject mechanisms, experience normal wear over time. In a metal detector in food industry setup, worn or misaligned components can affect how the metal detector works by creating vibrations, inconsistent product flow, or misfired reject actions.
For example, a pusher arm or air-blast system may fail to remove contaminated items consistently if mechanical wear is left unaddressed. Similarly, conveyor belts that stretch or degrade can change product presentation in the detection zone, affecting what can a metal detector detect and increasing the risk of false negatives or false positives.
Predictive maintenance allows food manufacturers to monitor mechanical wear patterns, schedule timely interventions, and maintain continuous inspection accuracy without unplanned downtime.
Electrical Interference and Grounding Degradation
Electrical issues are another significant risk for food industry metal detectors operating without predictive maintenance. Poor grounding, electrical noise from nearby motors or machinery, and cable degradation can interfere with how the metal detector works, resulting in false rejects or undetected contaminants.
Over time, connections may loosen, insulation can deteriorate, and control systems may experience transient spikes that disrupt detection fields. These problems can reduce what do metal detectors detect and compromise food safety, especially in high-speed production environments.
Using predictive maintenance to monitor electrical parameters and grounding integrity ensures stable signal performance, reduces false alarms, and keeps the metal detector for food production line functioning at optimal sensitivity.
How Predictive Maintenance Works in Metal Detection Systems
Predictive maintenance is transforming metal detector in food industry operations by shifting from reactive or purely preventive approaches to a proactive, data-driven strategy. By leveraging real-time monitoring and advanced analytics, food manufacturers can detect early signs of equipment degradation, reduce downtime, and ensure high food safety standards.
Real-Time Monitoring of Critical Performance Indicators
The foundation of predictive maintenance is real-time monitoring of key performance indicators (KPIs) in metal detector for food production line systems. Sensors embedded in the detection electronics, conveyor motors, and reject mechanisms continuously track operational parameters such as:
Detection coil signal strength
Reject mechanism response time
Conveyor speed stability
Ambient temperature and vibration levels
Monitoring these parameters helps operators understand how the metal detector works under actual production conditions and ensures the system remains sensitive to contaminants. This constant oversight allows early detection of deviations that could affect what do metal detectors detect or what can a metal detector detect, maintaining high inspection accuracy and reducing unnecessary product rejects.
Data Analysis to Identify Early Warning Signs
Collected data from food industry metal detectors is analyzed to identify trends, patterns, and anomalies. For example, gradual changes in coil signal, increasing reject rates, or intermittent electrical noise may indicate potential failures before they cause production downtime.
Advanced analytics platforms can correlate these patterns with conveyor conditions, product types, and environmental variables, providing insights into how does a metal detector work in complex, high-speed lines. By recognizing early warning signs, operators can intervene proactively, maintaining consistent detection of ferrous, non-ferrous, and stainless-steel contaminants and supporting robust food safety practices.
Predictive Alerts and Maintenance Recommendations
Once data analysis identifies potential risks, predictive maintenance systems generate alerts and actionable recommendations for operators or maintenance teams. These alerts may include:
Suggested recalibration of the detector
Scheduled replacement of worn conveyor components
Adjustment of sensitivity settings to account for environmental changes
By providing specific guidance, predictive maintenance reduces unplanned downtime, minimizes false rejects, and ensures metal detector for food production line continues to operate at peak efficiency. This system-level approach reinforces food safety, improves line throughput, and optimizes overall operational reliability.
Key Technologies Enabling Predictive Maintenance
The rise of predictive maintenance in metal detector for food production line operations relies heavily on modern technologies. By combining smart sensors, IoT connectivity, and AI analytics, food manufacturers can proactively monitor equipment, reduce downtime, and maintain high food safety standards. Understanding how the metal detector works in conjunction with these technologies is key to achieving operational efficiency.
IoT-Enabled Metal Detectors and Smart Sensors
Modern food industry metal detectors are increasingly equipped with IoT-enabled sensors that capture real-time performance data. These sensors monitor critical parameters such as coil signal strength, conveyor speed, vibration, and temperature, providing continuous insight into system health.
With these IoT-enabled systems, operators gain visibility into how does a metal detector work under real production conditions. By tracking subtle changes, manufacturers can detect potential issues before they affect what do metal detectors detect or what can a metal detector detect, ensuring consistent detection of ferrous, non-ferrous, and stainless-steel contaminants.
Integration with Production and Quality Systems
Predictive maintenance is most effective when metal detector in food industry systems are integrated with overall production and quality management platforms. Data from detectors can be combined with conveyor performance metrics, production line logs, and reject system reports to form a comprehensive view of operational health.
This integration allows for faster identification of anomalies and supports food safety compliance by linking detection performance to HACCP, GFSI, and internal quality standards. Understanding how the metal detector works in this integrated environment ensures operators can respond quickly to issues, maintain accurate inspection accuracy, and prevent unnecessary product waste.
AI and Machine Learning for Pattern Recognition
Artificial intelligence (AI) and machine learning play a pivotal role in predictive maintenance for metal detector for food production line systems. By analyzing historical and real-time data, AI models can identify patterns associated with equipment wear, signal drift, or environmental interference that may lead to false rejects or downtime.
These predictive models help operators understand what do metal detectors detect under varying conditions and optimize sensitivity settings to maintain consistent detection of contaminants. Furthermore, AI-driven insights reduce operator guesswork and enhance food safety by ensuring that only true contamination events trigger product rejections.
Business Benefits: Reducing Downtime and Costs
Predictive maintenance in metal detector for food production line systems not only ensures consistent food safety, but also delivers tangible business benefits. By proactively addressing equipment issues before they escalate, manufacturers can maintain high line efficiency, reduce operational costs, and minimize the risk of production interruptions.
Minimizing Unplanned Downtime and Production Interruptions
One of the most significant advantages of predictive maintenance is the reduction of unplanned downtime. Real-time monitoring and early alerts allow operators to detect potential issues—such as signal drift, conveyor misalignment, or coil degradation—before they lead to a system halt.
By understanding how the metal detector works in live production conditions, maintenance teams can schedule interventions without disrupting the production flow. This approach ensures that metal detector in food industry applications continue to identify ferrous, non-ferrous, and stainless-steel contaminants reliably, while minimizing unnecessary interruptions.
Lower Maintenance and Spare Parts Costs
Predictive maintenance reduces both labor and spare parts costs by targeting maintenance actions precisely when they are needed. Instead of performing routine preventive maintenance on a fixed schedule—which may involve unnecessary component replacements—IoT-enabled food industry metal detectors and smart sensors indicate which parts actually require attention.
Understanding what can a metal detector detect and how its performance may degrade over time allows operators to replace or service only components that show early warning signs. This targeted approach lowers overall maintenance expenses, reduces inventory requirements for spare parts, and increases cost efficiency across the production line.
Improved Detection Reliability and Fewer False Rejects
Another critical business benefit is the improvement of detection reliability. Predictive maintenance ensures that how does a metal detector work remains consistent over time, minimizing signal drift, calibration errors, and environmental interference.
By maintaining stable operation, manufacturers experience fewer false rejects—products incorrectly removed from the line—reducing waste and increasing throughput. Accurate detection of actual contaminants enhances food safety, ensures compliance with HACCP and GFSI standards, and protects brand reputation. Ultimately, predictive maintenance maximizes the return on investment in metal detector for food production line systems.
Compliance and Food Safety Advantages
Implementing predictive maintenance and advanced monitoring in metal detector for food production line systems does more than reduce downtime and costs—it also strengthens food safety compliance and enhances brand credibility. By maintaining consistent detection performance, manufacturers can meet rigorous regulatory standards while ensuring product quality.

Supporting HACCP and GFSI Requirements
A key advantage of well-maintained metal detector in food industry systems is their ability to support HACCP (Hazard Analysis and Critical Control Points) and GFSI (Global Food Safety Initiative) requirements. Reliable operation ensures that how a metal detector works is consistent and traceable, minimizing the risk of undetected contamination.
By understanding how does a metal detector work and documenting detection events, manufacturers can demonstrate effective foreign object control, a critical aspect of both HACCP and GFSI audits. This not only ensures regulatory compliance but also reinforces the organization’s commitment to high food safety standards.
Improved audit readiness and traceability
Modern food industry metal detectors integrated with predictive maintenance and data logging systems provide detailed records of detection performance, calibration, and maintenance activities. This traceability simplifies audit preparation, as inspectors can quickly review operational logs to verify that the metal detector for food production line has functioned correctly.
Understanding what do metal detectors detect and what can a metal detector detect in real-time, combined with historical data, helps manufacturers maintain a clear audit trail. This ensures that both internal quality teams and external regulators have confidence in the integrity of the inspection process, improving audit readiness and reducing potential compliance risks.
Strengthening Consumer Trust and Brand Protection
Consistent detection of contaminants through reliable metal detector in food industry operations helps protect both consumers and the brand. When products are consistently safe, manufacturers reinforce their reputation for quality and reliability, strengthening consumer trust.
By reducing false rejects and ensuring that how the metal detector works is optimized for real production conditions, companies minimize product recalls and potential safety incidents. Demonstrating robust food safety practices with advanced food industry metal detectors enhances brand protection and market competitiveness.
Best Practices for Implementing Predictive Maintenance in Metal Detection
Implementing predictive maintenance in metal detector for food production line systems is not just about technology—it requires strategic planning, proper KPIs, and collaboration across departments. Following best practices ensures reliable detection, reduces downtime, and maintains food safety compliance.
Selecting Metal Detectors with Predictive Capabilities
The foundation of effective predictive maintenance starts with choosing the right equipment. Manufacturers should select food industry metal detectors designed with IoT connectivity, real-time monitoring, and diagnostic capabilities.
Understanding how a metal detector works and what can a metal detector detect helps operators evaluate which models are best suited for high-speed production lines, different product types, and packaging formats. Modern systems often include multi-frequency detection, automatic calibration tracking, and predictive alerts, which are essential for minimizing false rejects and optimizing operational efficiency.
Defining the Right KPIs and Alert Thresholds
To maximize the benefits of predictive maintenance, it’s critical to define Key Performance Indicators (KPIs) and alert thresholds for metal detector in food industry systems. KPIs may include detection sensitivity, reject rates, downtime frequency, and calibration status.
By setting thresholds aligned with product characteristics and line conditions, operators can ensure how the metal detector works is continuously optimized. Properly configured alerts allow maintenance teams to address potential issues before they affect production, maintaining food safety standards and minimizing unnecessary product loss.
Cross-Functional Collaboration Between QA, Maintenance, and IT
Successful predictive maintenance requires collaboration across Quality Assurance (QA), maintenance, and IT teams. QA ensures that detection aligns with food safety regulations, maintenance manages equipment performance, and IT handles connectivity, data logging, and cloud monitoring.
Understanding what do metal detectors detect and how does a metal detector work allows all stakeholders to interpret system data accurately, identify trends, and respond proactively to potential failures. A coordinated approach ensures that metal detector for food production line systems operate efficiently, reliably, and in compliance with regulatory requirements.
Conclusion: Predictive Maintenance as a Strategic Advantage
Implementing predictive maintenance in metal detector for food production line systems is more than a technical upgrade—it is a strategic move that enhances operational efficiency, cost management, and food safety compliance.
Summary of Operational and Financial Benefits
Predictive maintenance delivers measurable operational and financial advantages. By continuously monitoring how a metal detector works and analyzing detection signals, manufacturers can identify early signs of wear, calibration drift, or environmental interference.
This approach minimizes unplanned downtime, reduces false rejects, and ensures that food industry metal detectors perform consistently across high-speed lines. The result is lower labor costs, optimized production throughput, and fewer product losses, ultimately improving the return on investment for metal detector in food industry systems.
Why Predictive Maintenance Is No Longer Optional
In today’s competitive food manufacturing environment, predictive maintenance is becoming essential. Operators need real-time insights into what do metal detectors detect and what can a metal detector detect under varying product conditions.
Without predictive maintenance, even advanced metal detector for food production line systems risk signal drift, increased false rejects, and undetected contamination, which can compromise food safety and brand reputation. Integrating predictive capabilities ensures manufacturers remain compliant with HACCP, GFSI, and other regulatory standards while maintaining high productivity and minimal waste.
Final Recommendation for Food Manufacturers
Food manufacturers should treat predictive maintenance as a core component of their quality assurance strategy. Selecting food industry metal detectors with IoT connectivity, predictive analytics, and real-time monitoring enables proactive maintenance, reliable contamination detection, and enhanced operational planning.
Additionally, aligning conveyor systems, reject mechanisms, and operator training ensures that how does a metal detector work is fully optimized across the production line. By embracing this technology, manufacturers can maintain consistent food safety, minimize unnecessary product loss, and strengthen consumer trust and brand protection.
FAQ
Q: What are the main benefits of predictive maintenance?
A: Predictive maintenance minimizes unplanned downtime, lowers maintenance and spare parts costs, reduces false rejects, maintains detection reliability, and ensures compliance with food safety standards.
Q: How does predictive maintenance improve food safety?
A: By continuously monitoring system performance, predictive maintenance ensures consistent detection of contaminants, early identification of equipment issues, and compliance with HACCP and GFSI requirements.
Q: Why is predictive maintenance preferred over preventive or reactive maintenance?
A: Unlike reactive maintenance, which responds after failures, or preventive maintenance, which works on fixed schedules, predictive maintenance anticipates problems using real-time data, reducing unnecessary interventions and maintaining optimal detection sensitivity.